

The Story of King Sejong: The King Who Changed Korean History
Introduction When people learn about Korean history, one name appears again and again: King Sejong. For many learners of Korean […]
Introduction When people learn about Korean history, one name appears again and again: King Sejong. For many learners of Korean […]
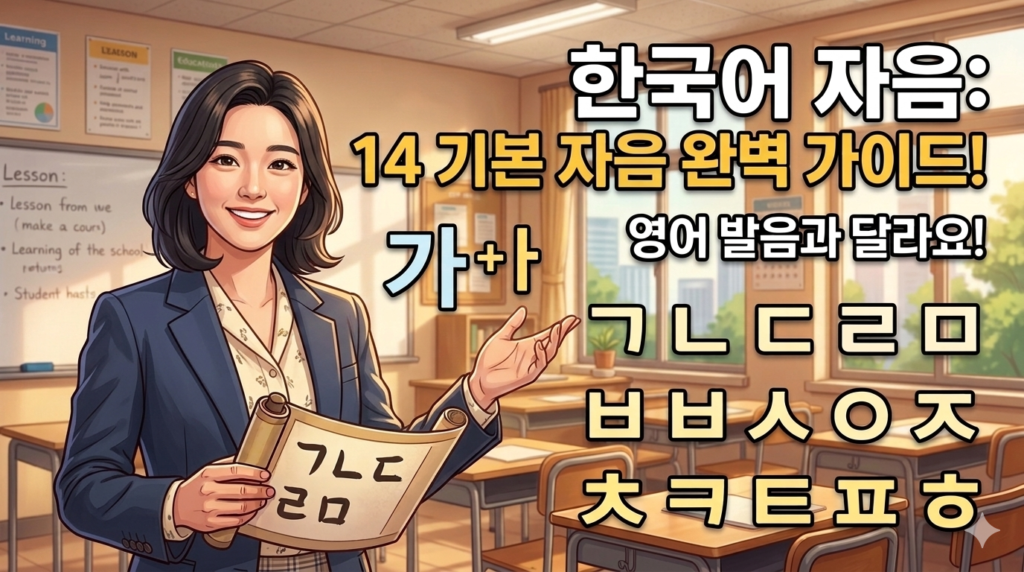
When people begin learning Hangul, one of the first challenges they face is understanding Korean consonants. At first glance, Hangul

Day84 One-line Summary Korean social media vocabulary Today you learn Korean words used on social media platforms like Instagram, YouTube,
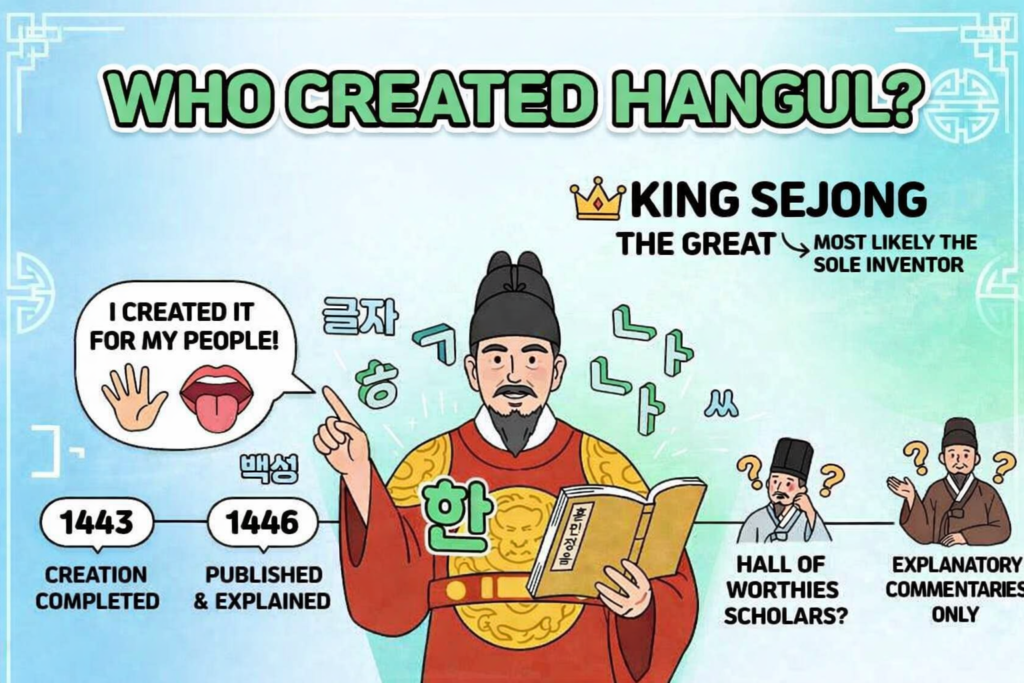
If you want the clearest direct answer, here it is: King Sejong the Great created Hangul. Official Korean language sources
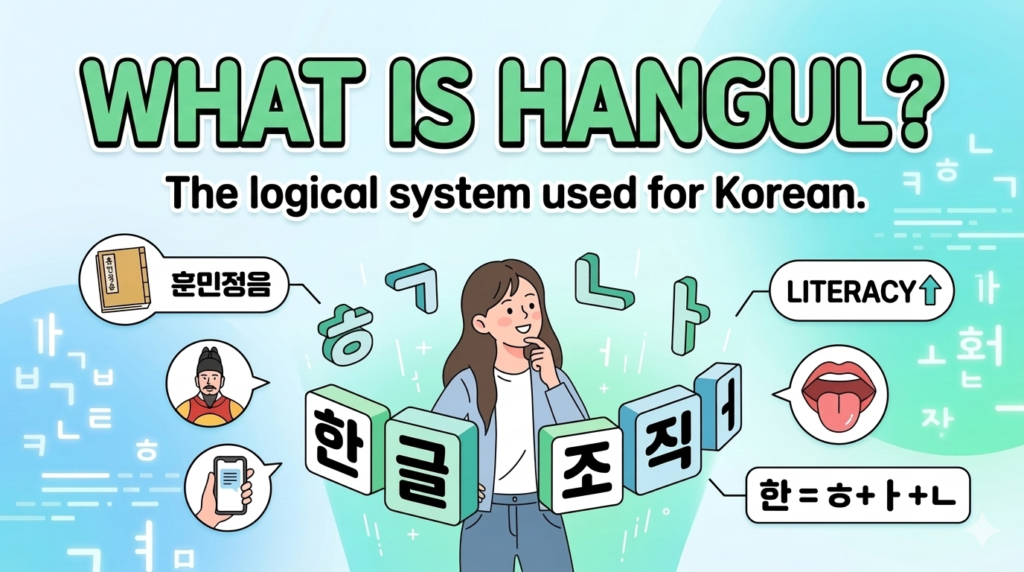
What is Hangul? It looks like a simple question, but the answer is richer than most people expect. When people
Day83 One-line Summary Texting vs Spoken Korean Today you practice expressing the same meaning in two ways:Texting (short) vs Speaking
1) 이번 주 숫자부터 고정합니다: 서울 0.11%(둔화), 영등포구 0.21%(상대 강세) 먼저 감정이 아니라 숫자로 시장을 고정해두겠습니다.2026년 2월 4주(기준일 2/23) 주간
Day82 One-line Summary Korean Phone Call Basics Today you practice the 4 most important phone-call functions in Korean: Why Phone

삼일절은 ‘쉬는 날’로만 소비하기엔 너무 큰 의미를 가진 날입니다. 삼일절은 1919년 3월 1일, 일제강점기 아래에서 “우리는 독립국이다”라고 선언하고 전국적으로 만세